SMT-vaakasyöttimen toimintaperiaate sisältää pääasiassa seuraavat vaiheet:
Komponenttien lataus: Ensin elektroniset komponentit ladataan syöttölaitteeseen (syöttölaitteeseen) tietyssä järjestyksessä. Tämä tarkoittaa yleensä komponenttien kiinnittämistä teippiin, joka sitten kiinnitetään syöttölaitteen akselille.
Laiteliitäntä: Syöttölaite on kytketty sijoituskoneeseen signaalinsiirron ja mekaanisen liikkeen synkronoinnin varmistamiseksi.
Komponenttien tunnistus ja sijainti: Syöttölaite tunnistaa komponentin tyypin, koon, tapin suunnan ja muut tiedot sisäisten antureiden tai kameroiden avulla. Nämä tiedot ovat tärkeitä myöhemmän tarkan sijoittamisen kannalta.
Komponenttien poiminta: Sijoituspää siirtyy syöttölaitteen määrättyyn asentoon ohjausjärjestelmän ohjeiden mukaisesti ja poimii komponentin. Keräilyprosessin aikana on varmistettava, että komponentin tapin suunta ja asento ovat tarkkoja.
Komponenttien sijoitus: Kun komponentti on nostettu, sijoituspää siirtyy piirilevyn määritettyyn asentoon, asettaa komponentin piirilevyn alustalle ja varmistaa, että komponentin tappi on kohdistettu alustan kanssa.
Nollaus ja sykli: Kun komponenttien sijoittelu on suoritettu, syöttölaite palautuu automaattisesti alkutilaan ja valmistautuu seuraavaan komponenttien poimimiseen. Koko prosessia pyöritetään ohjausjärjestelmän komennossa, kunnes kaikki komponenttien sijoitustehtävät on suoritettu.
Ajotapa ja luokittelu
Syöttölaite voidaan jakaa sähkökäyttöön, pneumaattiseen ja mekaaniseen käyttötilaan eri ajotilojen mukaan. Niistä sähkökäytöllä on pieni tärinä, alhainen melu ja korkea ohjaustarkkuus, joten se on yleisempi huippuluokan sijoituskoneissa.
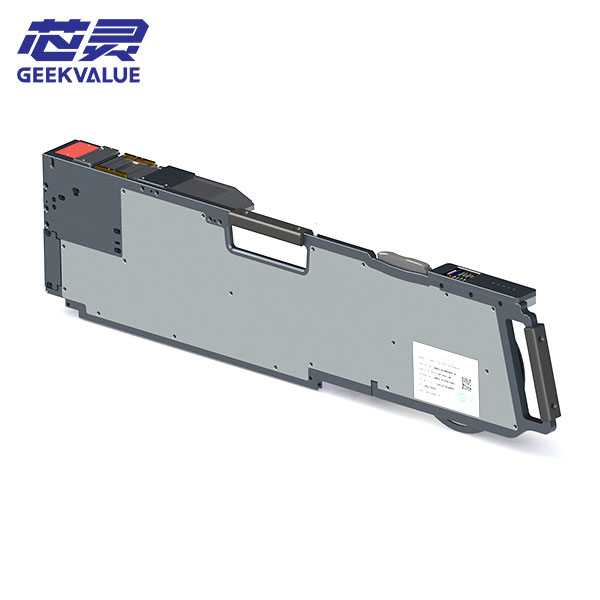
Tekniset parametrit ovat seuraavat
Malli DK-AAD2208
Mitat (pituus*leveys*korkeus, yksikkö: mm) 570*127*150mm
Paino 14kg
Käyttöjännite DC 24V
Maksimivirta 3A
Syöttönopeus 2,5-3 s/kpl
Ajotila Täyssähköinen
Ohjauspaneeli 0,96 tuuman TFT-värinäyttö, 80*160 pikseliä
Materiaalin nostovirhe ±0,4 mm
Soveltuva nauhan leveys 63-90 mm
")