SMT horisontaalse sööturi tööpõhimõte hõlmab peamiselt järgmisi samme:
Komponentide laadimine: Esiteks laaditakse elektroonilised komponendid sööturisse (sööturisse) teatud paigutusega. Tavaliselt hõlmab see komponentide kinnitamist lindile, mis seejärel kinnitatakse sööturi võllile.
Seadmete ühendamine: Söötur on ühendatud paigutusmasinaga, et tagada signaali edastamise ja mehaanilise liikumise sünkroniseerimine.
Komponentide tuvastamine ja positsioneerimine: Söötur tuvastab sisemiste andurite või kaamerate kaudu komponendi tüübi, suuruse, tihvtide suuna ja muu teabe. See teave on hilisema täpse paigutuse jaoks ülioluline.
Komponentide korjamine: Paigalduspea liigub vastavalt juhtsüsteemi juhistele sööturi määratud asendisse ja korjab komponendi üles. Korjeprotsessi ajal on vaja tagada, et komponendi tihvti suund ja asend oleksid täpsed.
Komponendi paigutus: Pärast komponendi ülesvõtmist liigub paigutuspea trükkplaadi määratud asendisse, asetab komponendi PCB plaadile ja tagab, et komponendi tihvt on plaadiga joondatud.
Lähtestamine ja tsükkel: pärast komponendi paigutamise lõpetamist lähtestub söötur automaatselt algolekusse ja valmistub järgmiseks komponendi korjamiseks. Kogu protsess toimub juhtimissüsteemi juhtimisel, kuni kõik komponentide paigutustoimingud on lõpetatud.
Sõidurežiim ja klassifikatsioon
Sööturi saab erinevate sõidurežiimide järgi jagada elektriajamiks, pneumaatiliseks ja mehaaniliseks ajamiks. Nende hulgas on elektriajamil väike vibratsioon, madal müratase ja kõrge juhtimistäpsus, nii et see on tavalisem kõrgekvaliteedilistes paigutusmasinates.
Tehnilised parameetrid on järgmised
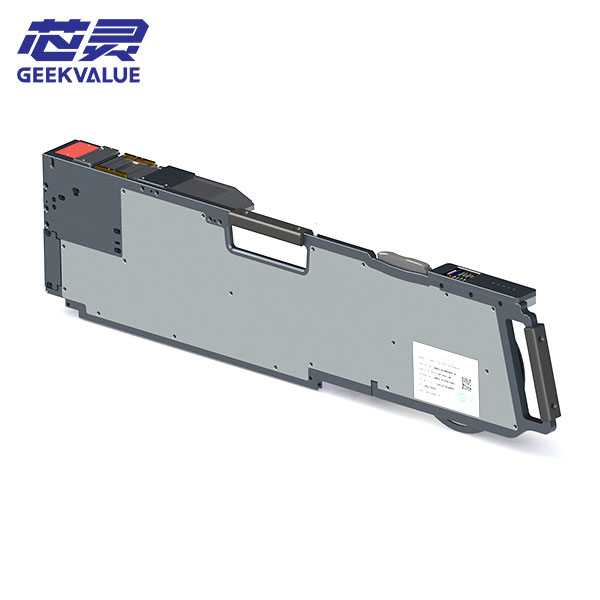
Mudel DK-AAD2208
Mõõdud (pikkus*laius*kõrgus, mõõtühik: mm) 570*127*150mm
Kaal 14 kg
Tööpinge DC 24V
Maksimaalne vool 3A
Söötmiskiirus 2,5-3 s/tk
Sõidurežiim Puhas elektriline
Juhtpaneel 0,96-tolline TFT värviline ekraan, 80*160 pikslit
Materjali tõstmise viga ±0,4mm
Kasutatav lindi laius 63-90mm
")